MEDICIÓN LÁSER EN INDUSTRIA
 source: LAP GmbH Laser Applikationen
source: LAP GmbH Laser ApplikationenGarantía de calidad para la medición del grosor de chapas y flejes de acero
En la fabricación de flejes laminados en frío existen muchos factores cruciales. Nuestros chasis de medición comprueban específicamente los parámetros de calidad relacionados con el grosor de la chapa o el fleje de acero. Sin radiación radioactiva, los sensores láser se utilizan en las áreas de los flejes laminados en frío que no requieren medidas de protección con láser de clase 2, o que solo exigen precauciones moderadas cuando se utilizan sensores láser de clase 3B.
La instalación de nuestros sistemas de medición es rápida y sencilla para los clientes. El sistema CALIX se integra en la línea con su chasis en forma de C en todo el flujo de material. Nuestras soluciones, con y sin desplazamiento, determinan todos los parámetros importantes para el control de la calidad, incluidos el grosor del fleje, el grosor del borde, la cuña o el combado, y miden el perfil del grosor completo. Por lo tanto, tendrá el control absoluto del proceso en la producción actual.
Fácil de utilizar
El sistema de medición puede realizar una calibración durante la producción para garantizar el resultado de medición deseado.
Alta precisión
Los sistemas LAP logran una precisión líder del mercado en rangos de medición comparables.
Independiente de la temperatura
El sistema de medición de LAP se puede utilizar en entornos adversos, incluso con temperaturas del material de hasta 1200 °C, el sistema de medición registra datos con precisión y fiabilidad.
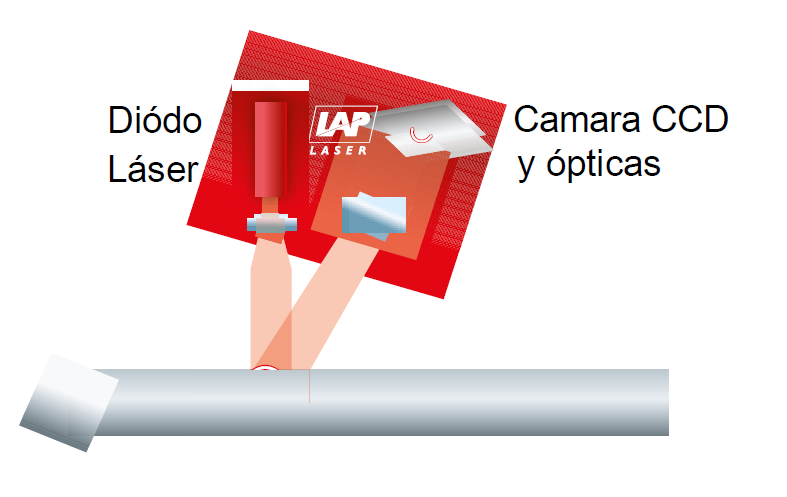
MÉTODOS DE MEDICIÓN
– Triangulación –


Beneficios:
– Sistema de medición de espesor calibrado en fábrica
– Máxima precisión y estabilidad
– Medición rápida, hasta 4 kHz
– interfaz Ethernet
– Temperatura estabilizada
– Lectura de sombras –


Beneficios:
– Diámetros de medición de 0,2 … 2000 mm
– Detección de varios bordes de objetos
– Software de evaluación inteligente
– Finales de carrera
– Interfaz flexible
– Sección de luz láser –

Beneficios:
– Áreas de medición de 6 × 4 mm a 400 × 200 mm
– Medición de frecuencias hasta 700 Hz
– Software de visualización
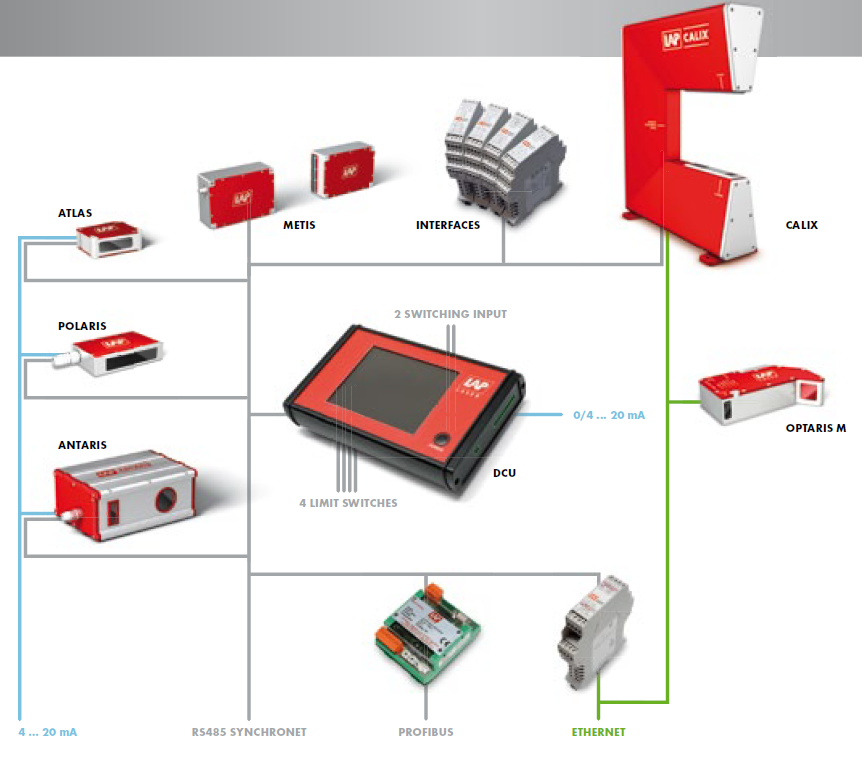
DCU (UNIDAD DE CONTROL DIGITAL
La unidad LAP DCU se utiliza para recopilar, procesar, visualizar y generar valores de medición de hasta 6 sensores
LAP. Funciona con todos los modelos de las series ATLAS, POLARIS, ANTARIS, CALIX y METIS. Los valores
recopilados pueden procesarse mediante funciones mediante la suma, restar, multiplicar, dividir, obtener el mínimo o
el máximo. Hay una función explícita para el cálculo de espesores de hasta tres pistas (6 sensores de
desplazamiento láser). Además, DCU las matemáticas ofrecen tres filtros: mediana, promedio y pico a pico. Los
valores se pueden mostrar en números o gráficos. LAP DCU ofrece 4 interruptores de límite, activados por
tolerancias. Dos canales de entrada aceptan señales de incidentes externas. Los resultados se pueden transferir
digitalmente o mediante una salida analógica de 4-20 mA.
MÓDULO DE E / S DIGITAL Y ANALÓGICO PARA ENTRADA DE SEÑALES DE PROCESO
Cada uno de los módulos de ENTRADA digital y SALIDA digital tiene 8 entradas / salidas. Los módulos Analog IN y Analog OUT tienen 4 entradas / salidas cada una. Cada módulo puede consultar la temperatura, por ejemplo para detectar exceso de temperatura en el armario de distribución. La ENTRADA digital puede
simultáneamente evaluar los datos del codificador en cuadratura o contar pulsos en pares.
 source: LAP GmbH Laser Applikationen
source: LAP GmbH Laser Applikationen